
6
2025.8
作者
26
阅读量
在金属切削加工领域,麻花钻作为最常用的刀具之一,其结构和性能直接影响加工效率与质量。本文将深入剖析麻花钻的相关术语及其内涵,结合标准规范与实际应用,为读者呈现一份全面、系统的麻花钻技术指南。
一、麻花钻的基础概念与标准体系
麻花钻(ツイストドリル)是一种由螺旋面构成的钻头,其钻体部分因形状类似麻花而得名。作为一种旋转切削刀具,麻花钻通过旋转和轴向进给运动,在工件上加工出圆柱形孔。其标准体系涵盖了机械加工工艺装备基本术语(GB/T 1008)、以及针对锥柄麻花钻、直柄麻花钻、扩孔钻和阶梯麻花钻等不同タイプの麻花钻的详细规范(GB/T 1438 系列、GB/T 4256、GB/T 6135 系列、GB/T 6138 系列)。
二、麻花钻的结构参数详解
麻花钻的结构复杂而精巧,各部分参数的合理设计是确保其高效切削的关键。
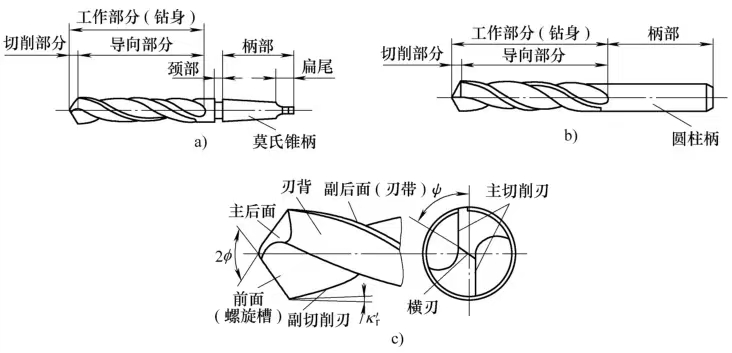
(一)钻头的基本组成部分
-
柄(シャンク):钻头用于夹固和传动的部分。锥柄(テーパーシャンク)通常为莫氏锥柄,适用于高精度和重载切削;直柄(平行シャンク)则多用于中小型钻头,其尾部可能带有榫形扁尾(ほぞ),用于增强传动稳定性。 -
钻体(本体):从柄部延伸至横刃的部分,承载着切削过程中的主要功能结构。 -
容屑槽(フルート):钻体上螺旋形的沟槽,使切屑顺利排出,并为切削液进入切削区提供通道。容屑槽与后面(flank)的交線形成主切削刃(主要な切削刃),是切削材料的主要作用部位。 -
刃瓣(溝のある土地):螺旋形的刃带(土地)与刃背(踵)共同構成刃瓣,其中刃带宽度(土地の幅)和刃瓣宽度(溝のある土地の幅)对切削性能有重要影响。 -
钻芯(ウェブ):位于两容屑槽底间的钻头中心部分,其厚度(ウェブの厚さ)和增量(ウェブテーパー)关系到钻头的强度与刚性。 -
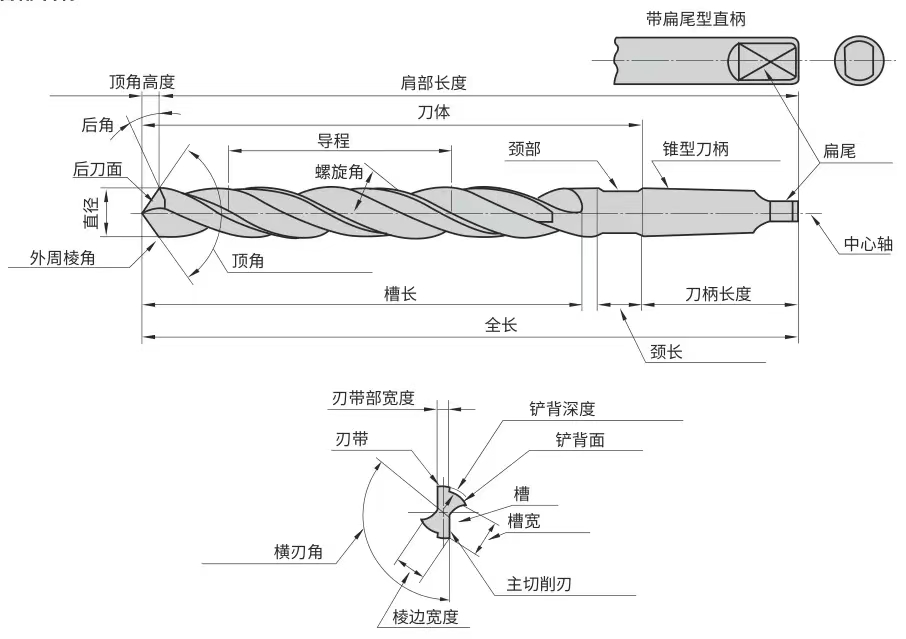
総长(全長)和槽长(フルート長):分别决定了钻头的加工范围和切削部分的有效长度。
(二)切削部分的关键要素
-
钻尖(先端・切断部):包括主切削刃(主刃)、横刃(チゼルエッジ)、前面(面)和後面(側面)。主切削刃承担主要切削任务,横刃则在切入工件时起导向和辅助切削作用;前面与后面的几何形状和角度设计直接影响切削力、切削热和表面质量。 -
外转角(外側の角)和横刃转角(チゼルエッジコーナー):外转角是主切削刃与刃带导向刃的交点,横刃转角则是主切削刃与横刃的交点,这些转角的形状和角度对切削性能和刀具寿命有显著影响。 -
横刃長さ(チゼルエッジの長さ)和主切削刃長さ(主刃先長):横刃长度决定了横刃与工件接触的范围,主切削刃长度则影响切削效率和加工精度。
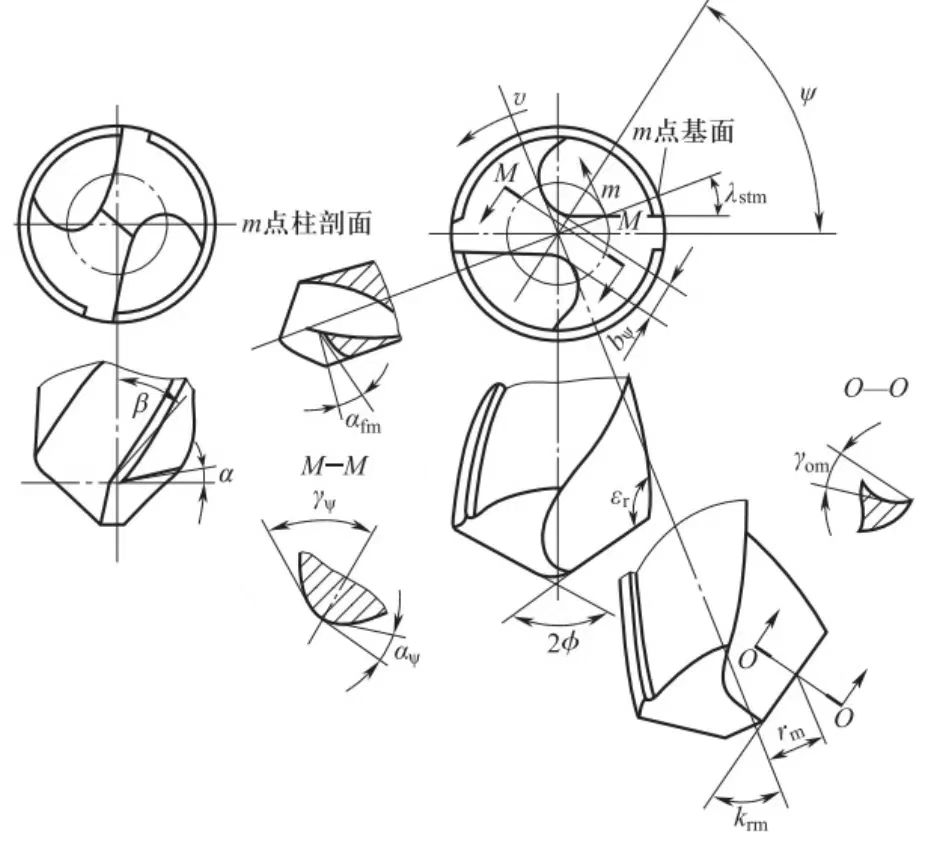
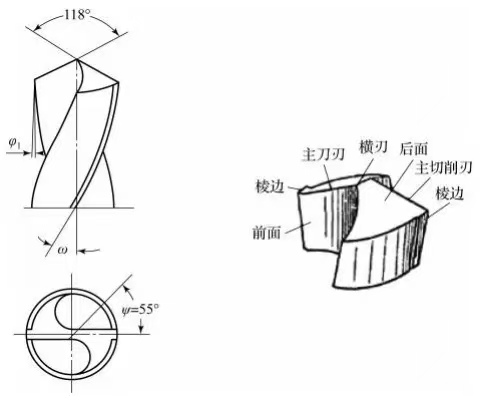
(三)几何角度与尺寸参数
-
螺旋角(ねじれ角):刃带导向刃上某点切线与包含该点及轴线组成的平面间的夹角,通常在 至 之间,影响切削性能、排屑能力和钻头刚性。 -
顶角(点角):主切削刃与轴线夹角的两倍,一般为 、 或 ,顶角大小会影响钻尖强度和切削分力。 -
横刃角(チゼルエッジ角度):从外转角到横刃转角组成的直线与横刃的夹角,通常在 至 之间,其补角称为横刃斜角(チゼルエッジすくい角),对横刃の切削性能有直接影响。 -
钻头直径(ドリル径)和刃背直径(本体クリアランス径):钻头直径是衡量钻头规格的基本尺寸参数,刃背直径则与径向间隙和切削稳定性相关。 -
倒锥度(バックテーパー)和钻芯增量(ウェブテーパー):倒锥度表示从外转角向柄部直径的减小趋势,钻芯增量反映钻芯厚度沿轴线的变化,两者均对钻头的导向性和加工精度有重要作用。
三、麻花钻的类型与应用
(一)直柄麻花钻与锥柄麻花钻
直柄麻花钻(平行シャンクツイストドリル)柄部为圆柱形,适用于中小型钻孔加工,具有通用性强、装夹方便的特点。根据长度和直径的不同,可分为粗直柄小麻花钻、短系列、通用系列、长系列和超长系列(GB/T 6135.1~6135.5)。锥柄麻花钻(モールステーパーシャンクツイストドリル)柄部为莫氏锥柄,能承受较大扭矩和轴向力,适用于重型切削和高精度孔加工,包括通用系列、长系列、加长系列和超长系列(GB/T 1438.1~1438.4)。
(二)扩孔钻
扩孔钻(コアドリル)是一种用于扩大已有孔径的加工刀具,其钻尖中心无切削刃,前端成斜角的切削部分(切削锥 ベベル)在加工时对已钻孔进行修整和扩大。柄部タイプによると、可分为直柄扩孔钻(平行シャンク付きコアドリル)和莫氏锥柄扩孔钻(モールステーパーシャンク付きコアドリル)(GB/T 4256)。
(三)阶梯麻花钻
阶梯麻花钻(subland twist drill)切削部分具有異なる直径,可用于加工阶梯孔。直柄阶梯麻花钻(平行シャンク付きサブランドツイストドリル)和莫氏锥柄阶梯麻花钻(モールステーパーシャンク付きサブランドツイストドリル)分别对应不同的柄部标准(GB/T 6138.1、GB/T 6138.2),其小头直径(サブランド直径)可根据加工需求选择。
(四)硬质合金麻花钻
硬質合金麻花钻(超硬先端ツイストドリル)通過在切削部分镶焊硬质合金刀片,显着提高了刀具的硬度、耐磨性和抗冲击性能、加工硬度较高または难加工材料。它同样分为直柄和锥柄两种类型。
四、麻花钻的切削原理与性能优化
(一)切削过程分析
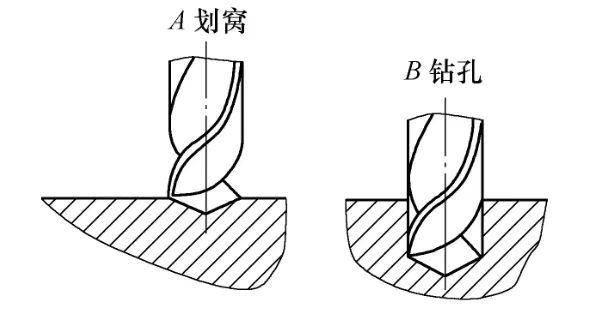
在切削过程中,麻花钻的主切削刃在旋转和进给运动的共同作用下,从工件表面逐步切下金属层。横刃主要在切入瞬间起导向和辅助切削作用。容屑槽不断排出切削产生的金属屑,并将切削液引导至切削区,以降低切削温度、减少摩擦和提高表面质量。
(二)影响切削性能的因素
-
几何参数优化:合理的顶角、螺旋角、横刃角和刃倾角等几何角度设计,能够平衡切削力、切削热和刀具强度,提高切削效率和加工精度。 -
材料与涂层选择:刀具材料的硬度、耐磨性和韧性对切削性能至关重要。高速钢(HSS)和硬質合金(炭化物)は一般的な麻花钻材料です。此外,涂层技术如TiN、TiAlN、ティCN等能够进一步提升刀具的表面硬度和抗磨损性能,延长刀具寿命。 -
切削参数匹配:根据工件材料、刀具规格和加工要求,合理选择切削速度、进给量和切削深度等切削参数,是实现高效切削和保证加工质量的关键。例如,加工高强度合金时,应适当降低切削速度并增加进给量,以减小切削力和热影响。
(三)常见问题与解决方法
-
钻孔偏斜:可能由钻头装夹不正、工件表面不平或钻头本身精度不足引起。解决方法包括确保装夹精度、对工件进行预加工以及选用高质量钻头。 -
切削力过大:可能是由于顶角过小、螺旋角选择不当或切削参数不合理导致。通过优化几何角度和调整切削参数可以有效降低切削力。 -
刀具磨损过快:与工件材料硬度、切削速度、刀具材料和涂层性能等因素有关。合理选择刀具材料和涂层,并控制切削速度,可以减缓刀具磨损。
五、结语
麻花钻作为金属切削加工领域的核心刀具,其结构参数、几何设计和材料特性等多方面因素共同决定了切削性能和加工质量。通过对相关术语的深入理解和对切削原理的把握,结合实际加工需求进行合理选型和参数优化,能够充分发挥麻花钻的效能,提高生产效率和产品质量。在未来的技术发展中,随着新材料、新涂层和先进制造工艺的不断涌现,麻花钻的性能将得到进一步提升,为金属切削加工行业带来更多的创新与突破。