
2
2025.9
作者
76
阅读量
在机械制造与质量控制领域,形状与位置公差的测量是确保零部件互换性和装配精度的核心环节。同轴度、直线度、平面度、圆度作为四大基础几何公差,其测量精度直接影响设备性能(如旋转部件振动、传动平稳性)。本文系统阐述四种公差的测量原理、常用方法及工程实践要点,为精密制造提供技术参考。
一、同轴度测量:确保旋转部件的动态平衡
1.定义与重要性
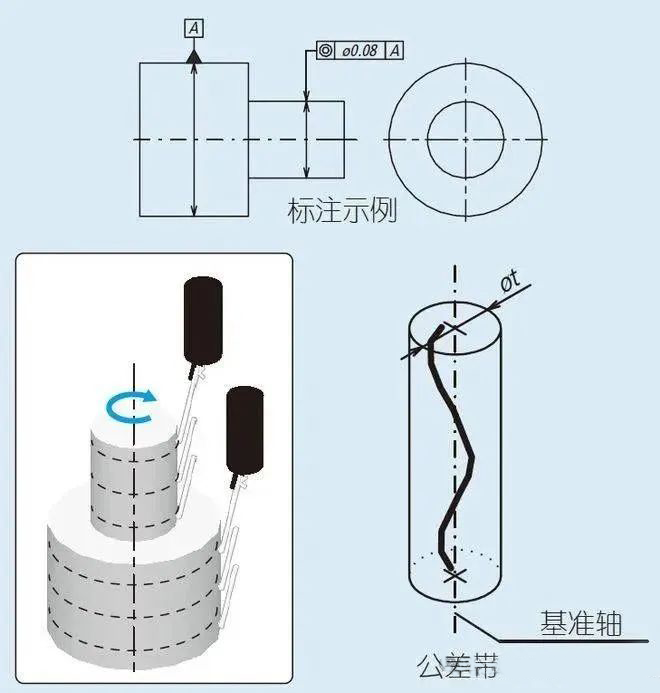
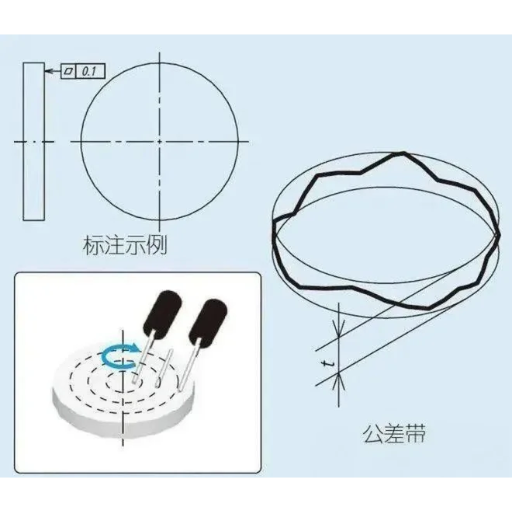
同轴度指被测轴线与基准轴线的重合程度,公差带为以基准轴线为轴心的直径公差值圆柱面。在电机转子、传动轴、液压缸等场景中,同轴度偏差超过0.01mm可能导致振动加剧、密封失效或轴承早损。
2.测量方法
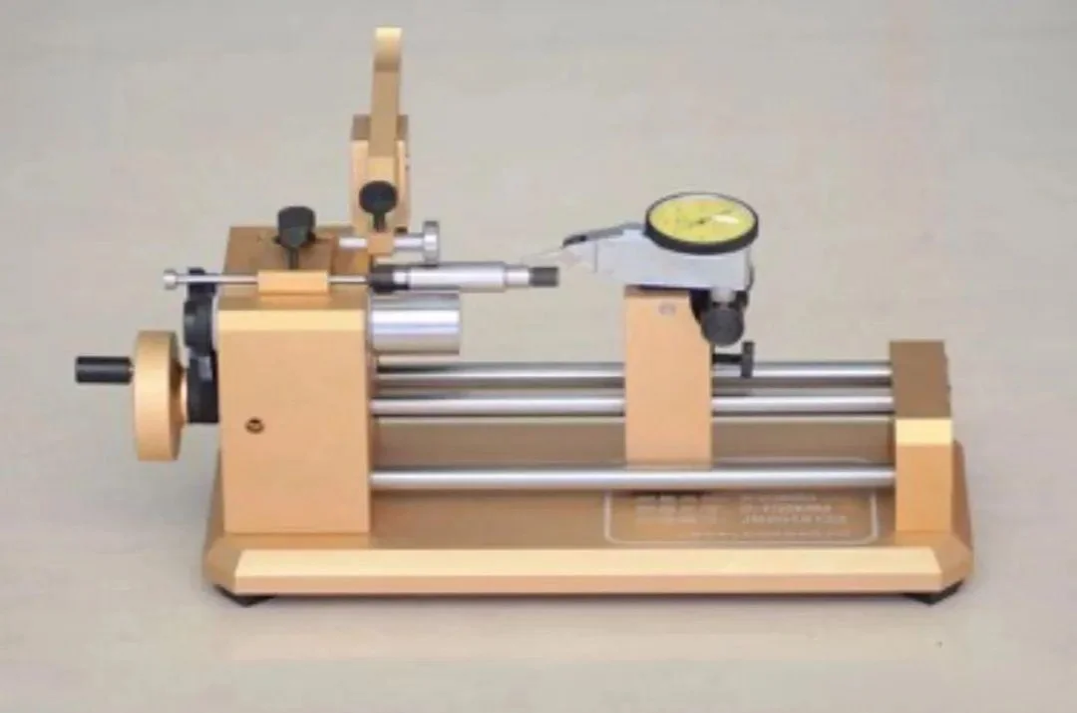
(1)打表法(接触式)
• 原理:利用百分表或千分表测量被测轴表面相对于基准轴的径向跳动。
• 步骤:
1. 将基准轴固定于V型块或顶尖上
2. 百分表测头垂直接触被测轴表面
3. 旋转被测轴一周,记录最大-最小读数差
4. 同轴度误差=Δmax/2(双测头法可消除轴向窜动影响)
• 案例:测量直径50mm的电机轴同轴度,使用杠杆百分表,示值误差≤0.002mm,测量结果0.008mm(公差要求≤0.01mm)。
(2)三坐标测量机(三次元測定機)法(非接触式)
• 原理:通过探针采集被测轴与基准轴的多个截面圆心坐标,计算轴线偏移量。
• 步骤:
1. 坐标系、基准軸為Z軸
2. 探针沿被测轴间隔采集3-5个截面圆
3. 拟合各截面圆心坐标,计算轴线空间偏移
• 优势:可同时评价轴向倾斜,测量不确定度达0.001mm。
(3)激光对中法(动态测量)
• 原理:利用激光束作为基准,通过反射靶标测量轴系对中误差。
• 应用:大型机组(如汽轮机、发电机)轴系对中,测量范围可达50m,精度±0.01mm。
二、直线度测量:控制导轨与轴系的运动精度
1.定义与分类
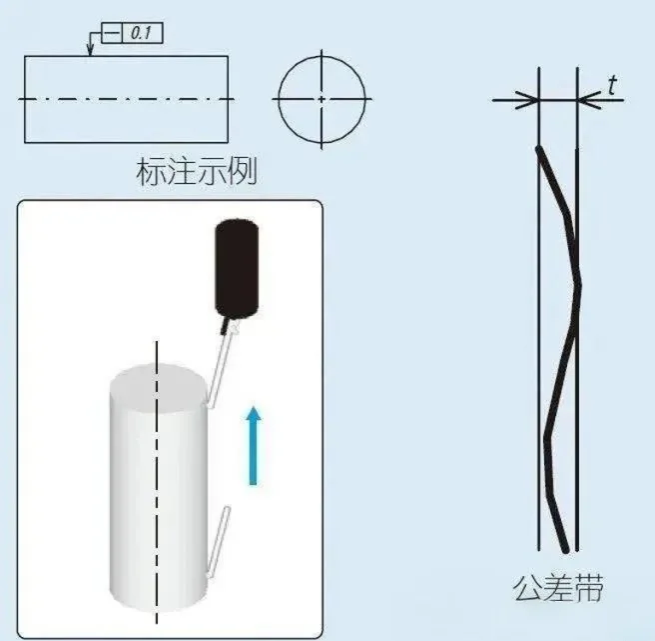
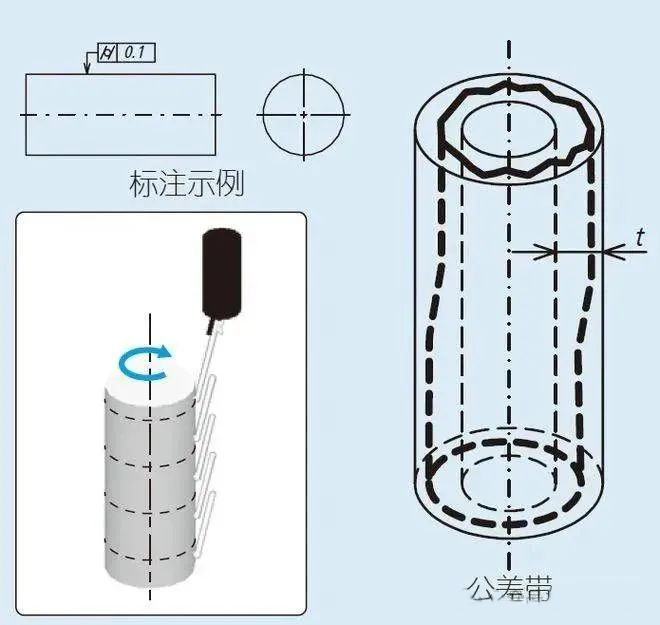
直线度指实际线对理想直线的变动量,分为:
• 给定平面内直线度(如导轨平面)
• 给定方向上直线度(如轴类零件轴向)
• 空间直线度(如机器人臂杆)
2.测量方法
(1)平尺与塞尺法(低精度)
• 原理:用平尺作为理想直线,塞尺测量被测线与平尺间隙。
• 局限:仅适用于短导轨(<1m),测量不确定度>0.02mm。
(2)光隙法(中等精度)
• 原理:利用标准光隙(如量块组)比较被测线与理想直线的偏差。
• 步骤:
1. 将被测件置于桥板上
2. 用量块组调整光隙至标准值(如0.02mm)
3. 目视判断实际光隙是否超差
•精度:0.005-0.01mm、适用于机床导轨检测。
(3)激光干涉仪法(高精度)
• 原理:通过激光束直线性,测量反射镜移动时的位移偏差。
• 步骤:
1. 激光头固定,反射镜沿被测线移动
2. 记录位移数据,拟合直线度曲线
3. 计算最大偏差值
• 案例:测量数控机床X轴直线度,行程1m,测量分辨率0.1μm,结果0.003mm(公差要求≤0.005mm)。
(4)自准直仪法(角度转换)
• 原理:将直线度误差转换为角度误差,通过反射镜旋转角度计算。
• 適用:长导轨(>3m)直线度测量,精度±0.001mm/m。
三、平面度测量:保障接触面的密封与配合
1.定义与影响
平面度指实际平面对理想平面的变动量,公差带为两平行平面之间的区域。在液压缸端面、法兰连接面等场景中,平面度超差会导致泄漏或装配困难。
2.测量方法
(1)直尺法(粗测)
• 原理:用刀口直尺或平尺紧贴被测面,透光法判断平面度。
• 局限:仅能检测局部高低,无法量化误差。
(2)水平仪法(节距法)
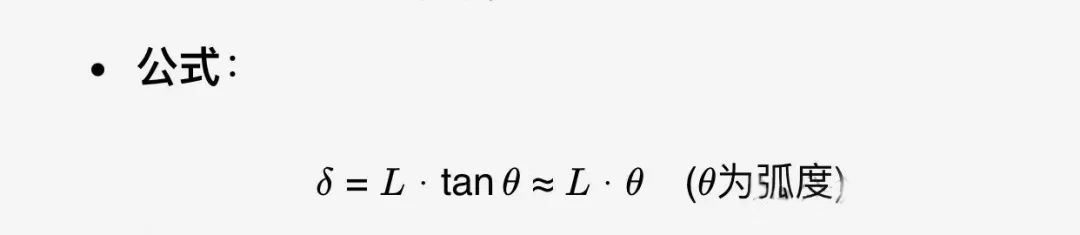
• 原理:通过水平仪测量被测面不同位置的倾斜角,计算相对高差。
• 步骤:
1. 将被测面划分为网格(如200mm×200mm)
2. 水平仪沿X/Y方向逐点测量
3. 计算各点相对基准点的高差
4. 拟合平面度误差
• 公式:
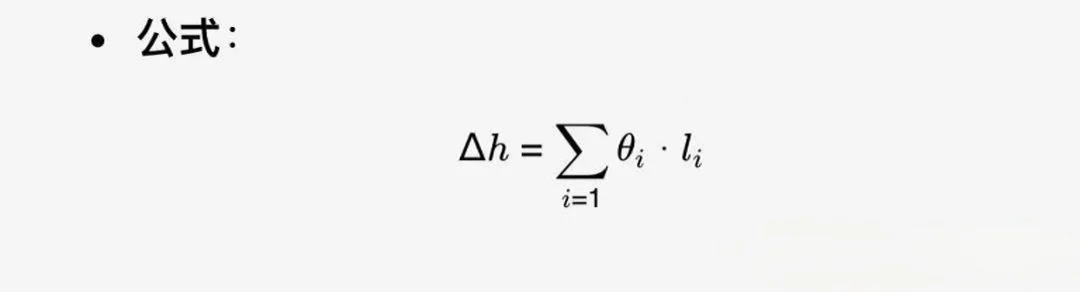
其中θi为节点倾斜角,li为节距。
• 精度:0.005-0.01mm、机床工作台检测に適さます。
(3)三坐标测量法(全貌测量)
• 原理:探针采集被测面多个点坐标,拟合最佳平面并计算偏差。

• 步骤:
1.探针均匀采样(点间距5-10mm)
2. 最小二乘法拟合平面
3. 计算各点到拟合平面的距离
4. 最大距离差即为平面度
• 优势:可输出三维误差云图,测量不确定度≤0.001mm。
(4)光平面干涉法(高精度)
• 原理:利用激光干涉形成等厚条纹,通过条纹变形量计算平面度。
• 应用:光学元件超精密加工,平面度测量分辨率达0.01μm。
四、圆度测量:控制旋转部件的均匀性
1.定义与影响
圆度指实际圆对理想圆的变动量,公差带为同一横截面上两同心圆之间的区域。在轴承滚道、齿轮齿圈等场景中,圆度误差会导致振动、噪声和磨损加剧。
2.测量方法
(1)两点法(简易)
• 原理:用千分尺测量同一横截面上最大直径与最小直径之差。
• 局限:仅能检测椭圆度,无法反映不规则变形。
(2)三点法(改进)
• 原理:使用V型块或专用测具,通过旋转被测件测量径向跳动。
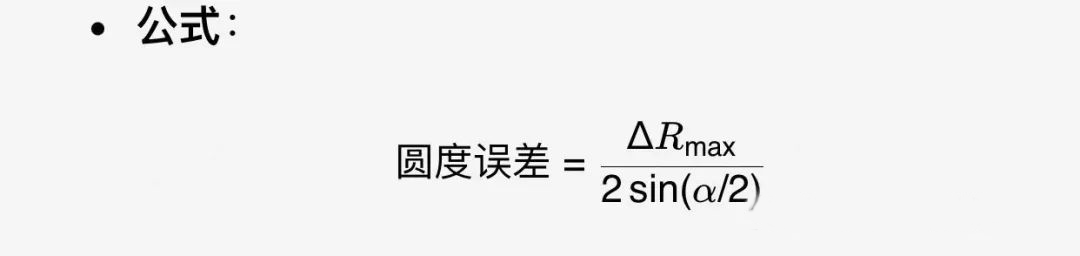
其中α为V型块夹角(通常90°或120°)。
(3)圆度仪法(标准方法)
• 原理:高精度测头垂直接触被测圆表面,旋转被测件并记录径向位移。
• 步骤:
1. 被测件安装于回转工作台
2. 测头接触表面,旋转一周采集数据
3. 计算机拟合最小区域圆(MZC)または最小二乘圆(LSC)
4. 計算圆度误差(MZC法结果最小)
• 精度:测量不確定度≤0.1μm、符合ISO 1101標準。
(4)激光扫描法(非接触)
• 原理:激光位移传感器扫描被测圆表面,通过点云数据拟合圆度。
• 优势:适用于软质材料或高温工件,测量速度>1000点/秒。
五、综合应用与工程实践
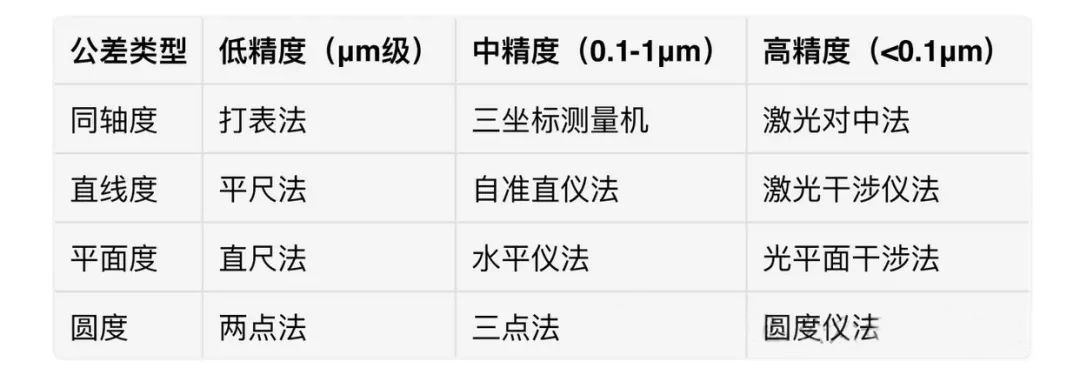
1.测量方法选择原则
2.误差来源与控制
- 環境因素:温度変動(每°C导致钢件膨胀0.012mm/m)、需恒温控制(±1°C)
• 测量力:接触式测量需控制测头压力(如千分表测量力0.5-1.5N)
• 采样密度:圆度测量需≥36个测点,平面度测量点间距≤5mm
3.典型案例分析
案例1:高速电机轴同轴度控制
• 問題:转子振动超标(振幅0.05mm)
- 检测:三坐标测量发现同轴度误差0.015mm(公差0.01mm)
• 改进:优化加工工艺(采用数控磨床)、复测同轴度0.007mm、振动降至0.02mm
案例2:液压缸端面平面度优化
• 問題:装配后泄漏(平面度0.03mm)
- 检测:激光干涉仪测量显示端面中部凸起0.025mm
• 改进:研磨工序の増加、平面度降至0.008mm、泄漏消除
六、总结与展望
同轴度、直线度、平面度与圆度的测量需根据精度要求、工件尺寸及生产批量综合选择方法。未来发展趋势包括:
1. 智能化:AI算法自動識別誤差模式(如圆度误差中の三瓣波)
2. 在线测量:集成于加工中心的实时补偿系统
3. 多参数融合:同步评价形状与位置公差,提升装配效率
实践建议:
• 建立测量方法標準操作程序(SOP)
• 定期校准测量设备(建议周期6个月)
• 对关键尺寸实施统计过程控制(SPC)
通过科学测量与质量控制,可显著提升机械产品的可靠性与寿命,为智能制造奠定基础。